Изучение устройства, системы управления и наладка токарного станка мод. 16К20РФ3С19 с ЧПУ (Подготовка, составление и ввод управляющей)
Страницы работы



Содержание работы
II. Подготовка, составление и ввод управляющей
II.I. Установка суппорта в ноль станка
За «0» станка принимают точку, в которой находится суппорт перед началом программы. Положение этой точки выбирается с учетом удобства обработки заготовки, особенностей геометрической формы обрабатываемой детали, замены и установки инструмента.
Вывод суппорта в ноль станка задаемся функцией G25 и адресом соответствующей координаты.
Пример: N1 G25 XZ ПС – выход в ноль станка. Недопустима работа на станке, дока не осуществлен выход суппорта в ноль станка.
II.2. Размерная привязка инструмента (установка нулевого положения детали)
Установка нулевого положения осуществляется в следующей последовательности:
1> закрепить заготовку в патроне;
установить инструмент № I в рабочую позицию, набрав на клавиатуре N1 T1 ПС ;
включить вращение шпинделя, для этого нажать клавиши, например, N2 S500 M3 ПС;
в ручной режиме подвести инструмент к торцу заготовки (детали) и обточить торец;
3) перевести УЧПУ в режим ввода подрежима V0, при этом на экране высвечивается, например: Ввод V0
Если начало системы отчета детали не находится на торцевой поверхности, тогда нулевое положение определяется как разность между показанием левой колонки и координатой торцевой поверхности;
УЧПУ перевести в ручной режим и проточить заготовку вдоль её образующей на небольшой длине;
остановить шпиндель и, не перемещая суппорт по координате X, замерить диаметр проточенном поверхности (например, 59,79 мм).
На экране высвечивается: ВВОД V0
X + 005975+000000 ОХ-028562 Z +000000+000000 0Z-O17596
В левой колонке указываются текущие координаты инструмента относительно его нулевого положения. В средней колонке указывается рассогласование между текущими координатами инструмента и расчетной точкой траектории движения. В правой колонке указываются координаты нулевого положения инструмента (детали).
II.3. Коррекция на размер инструмента
Коррекция инструмента позволяет компенсировать износ инструмента и разницу в его установке. В пункте 11.2 была, описана последовательность привязки первого инструмента. Для привязки последующих инструментов каждым из них необходимо коснуться уже проточенных цилиндрической поверхности и торца и ввести в память системы, полученные величины коррекции для каждого инструмента по осям X и Z .
Для этого нужно перевести УЧПУ в режим ввода подрежима VТ, затем ввести номер инструмента и значение величины коррекции по каждой оси на этот инструмент, например, Т2ПС; Х-125ПС; Z 245ПС.
IX.4. Структура и формат управляющей программы
однако рекомендуется сохранять указанную последовательность.
Нельзя программировать в одном кадре более одного слова под одним адресом. Исключение составляют адреса G и М. В кадре могут быть несколько адресов G и М, но только из разных групп.
Пример: N6 G2 G9G95 X3560 Z-4200 F200 S630 M3 T1 M9 ПС.
II.5. Программирование подачи и скорости главного движения
Паспорт 16А20Ф3 Станок токарный патронно-центровой с числовым программным управлением (ЧПУ) (Москва)
Сведения о производителе
Возле мастерской в Замоскворечье братья Бромлей в 1857 году начали строительство механического завода. Первой его продукцией топоры, серпы и другие инструменты для крестьян. В 1864 году братья приобрели новый участок и стали оформлять разрешение на строительство новых зданий цехов.
В 1870 и 1872 году строгальные и сверлильные станки из Замоскворечья получили золотые медали на Московской промышленной выставке. Паровая машина тройного расширения была награждена Большой золотой медалью на международной выставке в Париже.
В 1918 году завод национализировали и провели модернизацию. С 1922 года завод полностью переходит на выпуск металлорежущих станков. В 1971 году были выпущены первые станки серии 16К20. После реконструкции завода, в 1973 года стали выпускать 16А20Ф3 с ЧПУ.
Московский станкостроительный завод с 2021 года располагается в Новых Черемушках. Выпуск токарных станков с ЧПУ возобновился.
Программируемый блок
Совокупность числового управления на токарном станке с работой специальных датчиков, отвечает за программирование функций:

Запустить станок можно, пользуясь пультом управления или получая команды от программируемого комплекса. А в его электросхеме предусмотрели блокировку, запрещающую выполнение некорректных команд (при неправильном составлении УП):
Система смазки подобных устройств, запускается одновременно с включением оборудования. УЧПУ способно самостоятельно определять цикл подачи состава для смазки на узлы станка, если он эксплуатируется длительное время.
Чтобы расширить функционал токарных станков, при их комплектации можно применять разнообразные ЧПУ комплексы. Соответственно смонтированным устройствам, агрегату присваивают определенный индекс.
Назначение и область применения
Токарный патронно-центровой станок с ЧПУ 16А20Ф3 предназначен для наружной и внутренней обработки средних по размеру заготовок диаметром до 400 мм и длиной 1000 мм. На оборудовании вытачивается ступенчатый и криволинейный профиль со смещением относительно оси вращения. Весь цикл обработки проходит в автоматическом режиме.
Модель 16А20Ф3 выполняет наружную и внутреннюю обработку:
Патронно-центровой станок с ЧПУ 16А20Ф3 предназначен для чистовой обработки сложнопрофильных деталей. На нем производят коленвалы, шатуны, серьги и другие изделия единичные и большими партиями.
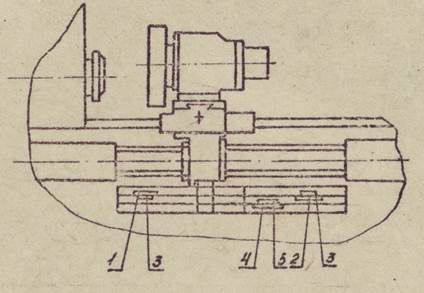
Расположение составных частей
Шарико-винтовые пары осей X и Z имеют повышенный ресурс работы за счет надежной защиты узлов. Шпиндель высокоточный, с отверстием 55 мм и 64 мм.
На станине имеется транспортер удаления стружки. Суппортная группа состоит из фартука и основания съемной автоматической револьверной головки. Они приводятся в движение приводом и ВГК поперечного перемещения. Продольное движение инструмента осуществляется через угловые зубчатые передачи и муфту от винтов ВГК.
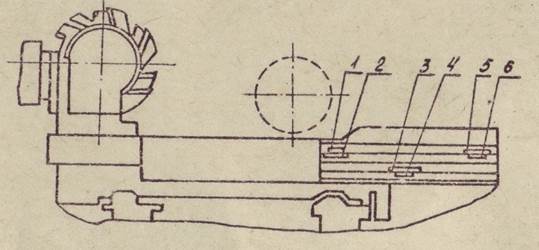
1.3. Система координат станка
Отработка перемещений исполнительными органами станка осуществляется в прямоугольной системе координат (рис.1.2), где ось Z совпадает с осью шпинделя и направлена от него, а ось X располагается в горизонтальной плоскости по направлению к оператору перпендикулярно оси Z.
Значения перемещений по оси X задаются в диаметральном выражении.
Привязка системы координат к станку осуществляется путем вывода револьверной головки в фиксированное положение (ФП) при наладке станка. Координаты ФП определяются положением регулируемых кулачков на направляющих станка, а также величиной параметра Р1 (координата ФП по оси Х), вводимого в память УЧПУ при наладке станка.
Рис. 1.2. Схема координат станка и привязка системы
отсчета к станку, инструменту и детали
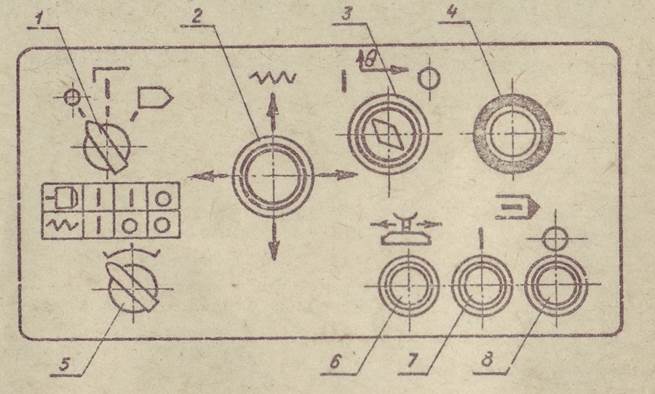
Расположение органов управления
На передней бабке вверху располагается панель управления станка. Ниже рукоятка для установки частоты вращения шпинделя. Рукоятка для ручного перемещения поперечного суппорта расположена на его корпусе, выше фартука.
Продольное перемещение каретки в ручном режиме включается рукояткой в месте крепления валов, слева. Она включается в сторону движения узла. Внизу на станине педали управления:
Зажим пиноли в ручном режиме выполняется рукояткой на ее корпусе.
Управление всеми узлами дублируется на выносном блоке.
На заднем ограждении агрегата, вверху, смонтирован блок отображения символьной информации. БОСИ является элементом визуализации процесса обработки и корректирует обработку с учетом износа инструмента. Контроль работы приводов отображается на панели в верхнем правом углу ограждения. Пульт управления оборудованием вынесен вперед на кронштейне.
Конструкция машины, паспорт
Конструкция модели 16А20Ф3 имеет свои особенности. В комплект станка входят сменные инструментальные головки с поворотной осью и количеством резцедержателей 6, 8, 12. На высокой станине, отлитой из чугуна марки СЧ20 термообработанные направляющие повышенной износостойкости. По ним перемещается суппорт и задняя бабка.
Инструментальный диск имеет гнезда для нескольких резцов, в зависимости от модели. В продольном направлении он перемещается вместе с суппортом. Поперечное движение обеспечивается приводом, расположенным под корпусом револьверной головки. Коробка подач располагается в фартуке. Она имеет свой электропривод. Одновременно включается не более 2 перемещений.
С целью безопасности все вращающиеся и движущиеся узлы имеют ограждения с концевыми выключателями. Станок не начнет работать, пока все щитки не займут свое место.
Паспорт токарного станка можно бесплатно скачать по ссылке – Паспорт токарного патронно-центрового станка с числовым программным управлением 16А20Ф3.
Как работает станок
Стоит назвать хотя бы основные моменты:
Чтобы защитить ШВП, используют спецограничители, и механизмы не выходят из строя прежде времени. Токарный станок с ЧПУ 16к20ф3 обрабатывает заготовки на высоких скоростях, поэтому происходит нагревание узлов. Также налицо скопление стружки и она налипает на резец. Эксплуатируя такие станки, надо не забывать периодически удалять отходы, а также обеспечить охлаждение станка.
Повышение срока эксплуатации токарного оборудования, поможет сэкономить на его ремонтах.
Технические характеристики
Точность обработки на станке 16А20Ф3 составляет 0,01 мм. Программа имеет дискретность 0,0–1 мм по обеим осям.
Технические характеристики модели токарного станка 16А20Ф3:
Габариты станка составляют 3700×1700×2145 мм при массе с оборудованием ЧПУ 4050 кг. Токарный станок с ЧПУ 16А20Ф3 является лидером по использованию его на крупных предприятиях, имеющих металлообрабатывающее оборудование. В настоящее время агрегаты широко используют для изготовления сложных единичных деталей и при работе на потоке.
Токарный станок с ЧПУ 16А20Ф3С39
Токарный станок с ЧПУ 16А20Ф3С39 предназначен для тонкой обработки деталей типа тел вращения в замкнутом полуавтоматическом цикле.
Станок оснащен системой управления NC-201M (Россия) и электроприводами фирмы OMRON (Япония). В качестве двигателей главного движения используются асинхронными двигателями с частотным регулированием. Программа перемещений инструмента, управление главным приводом и вспомогательные команды вводятся в память системы управления токарного станка 16А20Ф3С39 с клавиатуры пульта оператора, а так же с кассеты внешней памяти и могут корректироваться с пульта оператора ЧПУ с визуализацией на панели цифровой индикации.
Особенности конструкции токарного станка с ЧПУ 16А20Ф3С39. Высокопрочная чугунная станина с термообработанными шлифованными направляющими обеспечивают длительный срок службы и повышенную точность обработки. Привод главного движения, включающий главный двигатель 11 кВт и шпиндельную бабку обеспечивает наибольший крутящий момент до 800 Нм. Высокоточный шпиндель с отверстием 55 мм, позволяет обрабатывать детали из пруткового материала. Зона обработки оснащена 8-ми позиционной револьверной головкой. Надежная защита шарико-винтовых пар обеспечивает долговечность работы механизмов перемещения по координатам X и Z. Станок с ЧПУ 16А20Ф3С39 оснащен транспортером устройства удаления стружки, обеспечивающим свободный ход стружки. Станок может выпускаться в специальном и специализированном исполнении. Область применения — мелкосерийное и серийное производство.
Вторая панель управления
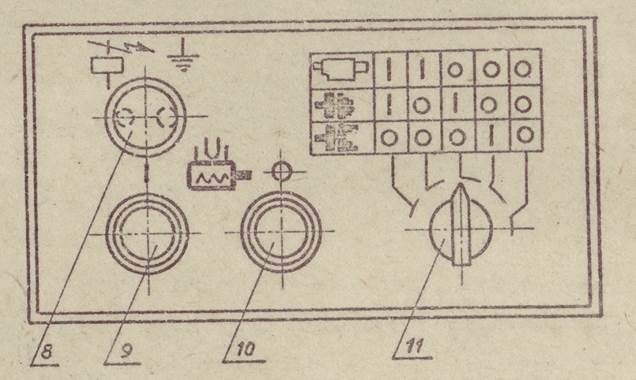
Третья панель управления
7. Применяемый режущий инструмент
Для выполнения разнообразных операций на станке 16К20РФ3С19применяются укороченные с регулировочными винтами резцы. Все они являются сборными и в большинстве оснащаются многогрешными пластинками из твердого сплава.
Для обработки отверстий применяют сверла, зенкеры, развертки обычного исполнения, а также с цилиндрическим хвостовиком, поводком к винтом для установки их вылета.
Для крепления инструмента применяют инструментальные державки, оправки и резцовые блоки.
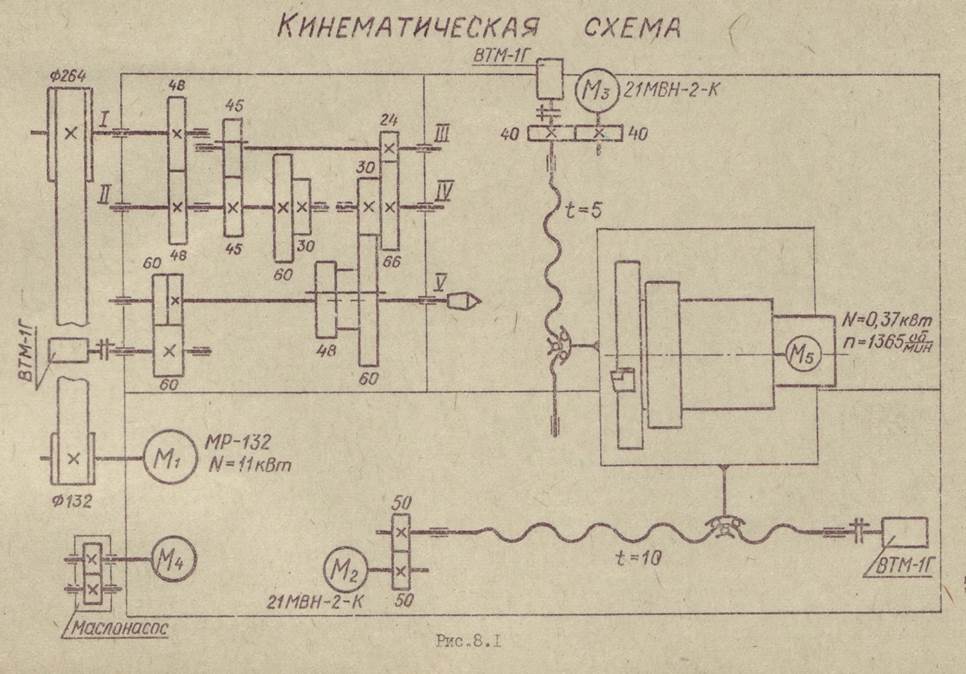
8.1. Главное движение.
Коробка с трехступенчатой передачей, переключаемая вручную, создает три передаточных отношения:

образуя три диапазона частот вращения шпинделя.
Первый диапазон — 22.4-315; второй диапазон — 63-900; третий диапазон — 160-2240 об/мин. В каждом диапазоне с помощью тиристорного преобразователя осуществляется бесступенчатое регулирование частоты вращения двигателя постоянного тока. Такая конструкция привода позволяет создать широкий общий диапазон при постоянном крутящем моменте на низких и при постоянной мощности на высоких частотах вращения. Уравнение кинематического баланса
nшт= nэ.д. 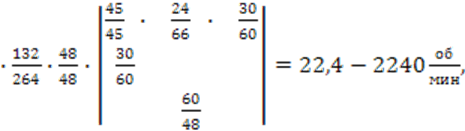
где nэ.д.= 250 – 3500 об/мин.
На рис.8.2 представлена диаграмма частот вращения и мощности электродвигателя постоянного тока.
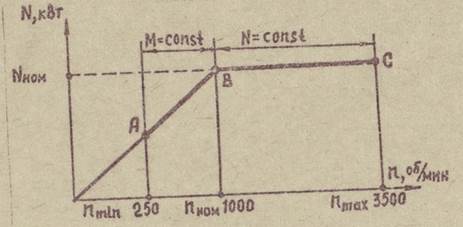
Рабочий диапазон начинается с минимальной частоты вращения в точке А. Участок до точки В соответствует диапазону частот вращения с постоянным крутящим моментом и больше всего удовлетворяет требованиям предварительной обработки. В точке В двигатель имеет номинальную частоту и номинальную мощность. Дальнейшее регулирование оборотов увеличением тока якоря при неизменном возбуждении невозможно из-за увеличения реакции якоря, снижающей крутящий момент. Течка В диаграммы соответствует началу диапазона регулирования чисел оборотов с постоянной мощностью и осуществляется путем изменения тока возбуждения при неизменном напряжении на якоре.
8.2. Движение подачи
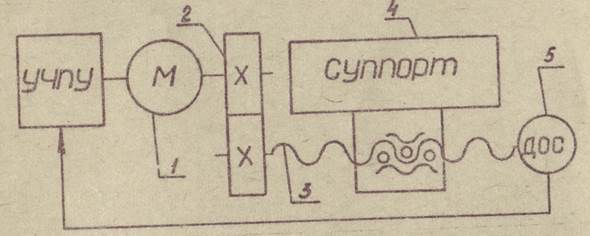
Для перемещения суппорта в продольном и поперечном направлениях в станке применен следящий привод (рис.8.3), предназначенный для точного воспроизведения входного управляющего сигнала и преобразования его в механическое перемещение.
Кулачки отклонения продольной подачи
Кулачки отклонения поперечной подачи
Следящий привод представляет собой комплекс, состояний из высокомоментного электродвигателя постоянного тока 1, зубчатой передачи 2, передачи винт-гайка качения 3, преобразующей вращательное движение в поступательное перемещение суппорта 4 и системы обратной связи по скорости и но перемещению. Датчик обратной связи 5 представляет собой круговой резользер типа ВТМ-1Г, который через муфту связан с ходовым винтом.
Чтобы распечатать файл, скачайте его (в формате Word).
G-коды для станков с ЧПУ: таблица с примерами и обучение
Предлагаем выяснить, как задается траектория движения (и вообще последовательность действий) высокопроизводительного металлообрабатывающего оборудования. Подробно рассмотрим готовые G-коды для ЧПУ: с примерами, обучением оператора и другими нюансами, играющими достаточно важную роль. Максимум полезной информации – от возможных методов и актуальных стандартов до основных и подготовительных функций, от определений и терминов, до причин, по которым обслуживающему персоналу нужно разбираться в вопросе.
Начнем с того, что сегодня они применяются для всех видов оборудования с числовым управлением, как для профессионального и устанавливаемого на максимально ответственных объектах, так и для любительского. В своей совокупности они образуют базовое подмножество языка ISO 7 bit, позволяющего установить и проконтролировать режимы обработки деталей.
Что такое программирование ЧПУ G-кодами
Фактически это задание определенной последовательности команд, определяющих характер движения режущего инструмента и захватных органов, степень фиксации заготовки и другие параметры. По своей роли это ключевая часть технологического обеспечения металлообрабатывающего оборудования, устанавливаемого на современных производствах.
Написанный алгоритм отличается жесткой структурой и представляет собой последовательность кадров – групп из нескольких команд. Каждый такой блок, объединенный общей функцией, обладает порядковым номером и отделен от последующих и предыдущих переводом строки (символ ПС/LF). Это сделано для наглядности листинга.
Что такое G-код ЧПУ
Это система команд, воспринимаемых станками с программным управлением. Была создана еще на заре 60-х годов – ассоциацией EIA (Electronic Industries Alliance), – но до готового к использованию формата (RS274D) ее доработали только в 1980-м году. Позднее, на очередном заседании профильного комитета, ее утвердили в качестве стандарта ISO 6983-1:1982. В Советском Союзе для регламентации ее положений ввели ГОСТ 20999-83, а обозначать ее в технической литературе стали ИСО-7 бит.
С того времени и по сей день широко используется, как самостоятельно, так и в роли базового подмножества для создания сходных языков, постоянно совершенствуется и расширяется.
Методы программирования обработки деталей ДЖИ-кодами для ЧПУ
Существуют 3 принципиально разных варианта – каждый со своими особенностями, плюсами, минусами и спецификой применения. Кратко рассмотрим каждый способ из этой тройки, выделяя основные моменты.
Ручное
Алгоритм функционирования составляется в текстовом формате, в редакторе на удаленном компьютере. После чего переносится технологом в память оборудования – записывается с оптического диска, USB-устройства (раньше для этого также использовались дискеты), а при непосредственном соединении с ПК – через порты интерфейса.
На пульте УЧПУ
В данном случае ввод команд осуществляется с клавиатуры, размещенной на стойке. Каждый кадр (блок) отображается на дисплее, причем постоянные циклы могут быть представлены в виде пиктограмм (по выбору оператора) – для удобства, чтобы сократить листинг. Нюансы зависят от особенностей системы, например, интерфейс HEIDENHAIN или Fanuc диалоговый, поэтому последовательность действий можно задать интуитивным путем.
При помощи CAD/CAM
Наиболее прогрессивным способом справедливо считаются именно САПР, так как они помогают сократить временные затраты и уберечься от ошибок, которые особенно часты при сложных алгоритмах. Но для их эффективного использования нужно внедрить единые для всего производственного цикла электронные решения, что не всегда возможно.
Вручную сегодня вводятся G-коды для токарного станка с ЧПУ, и то тогда, когда нужно выполнить простые задачи, допустим, расточить отверстие или снять металл по двум направлениям, то есть в ситуациях, когда ошибки реально выявить сразу. С пульта можно задать все то же самое и переходы посложнее, с обработкой по 2,5 и 3 координатам. Это очень подходящий выбор для серийного выпуска деталей по шаблону.
После создания эскиза в ADEM, MasterCAM или другой популярной САПР в диалоговом режиме удобно выбирать оборудование, инструменты и дополнительные приспособления, пределы перемещения и степень коррекции. Возможности задания траектории максимально широки, а при современном уровне развития CAD/CAM не составит труда выполнить виртуальную симуляцию техпроцесса, обнаружить сразу заметные ошибки вроде соударений, пропущенных припусков, зарезов, и исключить их.
Почему стоит изучать программирование ЧПУ
Ответ очевиден – чтобы уметь писать оптимальные алгоритмы для выполнения конкретной технологической операции. Просто понимать команды и пользоваться готовыми решениями не всегда удобно – в силу следующих причин:
Стандарты и диалекты G-кода для ЧПУ станка: примеры
Первые шаги по регламентированию совокупности команд предприняла уже упомянутая Ассоциация электронной промышленности (EIA), когда ввела RS-274. Со временем свод правил был дополнен и расширен, превратился в NIST RS-274NGC. Большинство его положений перешли в актуальный сегодня стандарт ISO 7 bit.
Диалекты – это ответвления языка, в рамках которых инженеры дописали свои функции, ориентированные на определенную специфику техпроцессов или помогающие положительно выделиться среди ряда конкурентов.
И так далее – диалектов много, они отличаются между собой уровнями поддержки и отображения, характером макро- и микроопераций, параметрами смещения и форматирования, инкрементными и абсолютными координатами.
Какие бывают G и M коды ЧПУ: описание
Сначала определим, в чем между ними разница. ДЖИ-команды являются основными и подготовительными, ЭМ – вспомогательными (технологическими). Записываются вместе, в строчку (первые – в начале, вторые – в конце) или, другими словами, покадрово – для наглядности листинга. В результате алгоритм представляет собой совокупность символьных блоков – с адресами и числовыми значениями.
В задачи G-группы входит определение линейной или круговой скорости, а также направления движения рабочих инструментов оборудования. Кроме того, они обязаны регламентировать расточку отверстий и нарезание резьбы, управлять координированием и другими особенностями дополнительной аппаратуры.
М-коды программирования ЧПУ призваны дополнять основные, упрощая выполнение алгоритма. На практике их роль сводится к смене лезвий, сверл (или других органов), к вызову и завершению подпрограмм.
Помимо этих двух распространенных семейств, также есть:
Поэтому оператору крайне важно разбираться в разнообразии представленных символов, а умение читать их построчно вообще подразумевается – это необходимое условие для контроля выполнения технологических операций.
Подготовительные G-функции ЧПУ
Могут задавать скорость перемещения ножа (гильотины) или выбор плоскости резания, но в блоке всегда записываются первыми. После обязательной литеры – ДЖИ с символами – идут координаты, представленные в виде числовых значений.
В зависимости от своего назначения они определяют позицию рабочего органа, выполняют переключение, компенсируют диаметр и длину, определяют особенности сверления, расточки, резьбования (полный список соответствия мы приведем ниже). Важно, что при составлении алгоритма, в текстовом формате, они остаются наглядными: при должном опыте чтения листинга оператору не составляет труда понять, что содержит каждая из них.
Расшифровка G-кодов для ЧПУ
Основных функций достаточно много, поэтому подробнее рассмотрим те из них, которые чаще всего применяются на практике, и это:
Конечно, есть и другие, менее применимые, но все равно нужные и используемые. В процессе написания алгоритма инженер объединяет их в группы, заставляя взаимодействовать между собой и/или менять друг друга. От эффективности комбинаций зависит общая рациональность листинга, а значит и производительность выполнения технических операций.
Дополнительные функции и символы при программировании
Планируя последовательность действий сложного и высокоточного оборудования, лучше держать все возможные варианты в поле своего зрения и, при необходимости, сверяться, за что ответственен тот или иной ДЖИ. Поэтому мы и представляем их Вашему вниманию в максимально наглядном виде.