Как выбрать паяльник для полипропиленовых труб
Содержание
1. Паяльник – инструмент для быстрого монтажа полипропиленовых труб
Сегодня все чаще в квартирах, частных домах, на дачах и даже в офисных и административных зданиях вместо металлических труб устанавливают полипропиленовые. Выбор в их пользу очевиден – низкая цена и простой монтаж. Собрать систему водопровода не составит труда даже новичку. Пластик режется куда легче и быстрее, чем металл. А для соединения отрезков трубопровода не нужно прибегать к сварочным работам – достаточно купить паяльник для пластиковых труб. С его помощью концы труб быстро нагревают для их последующей стыковки с помощью фитинга. Можно делать разные схемы водопровода – разветвленные и изогнутые: с таким инструментом даже самая сложная не вызовет затруднений. Его используют не только сантехники, но и практичные хозяева. Доступная стоимость паяльника дает возможность использовать его в быту. Итак, как же происходит процесс пайки?
2. Устройство и принцип работы
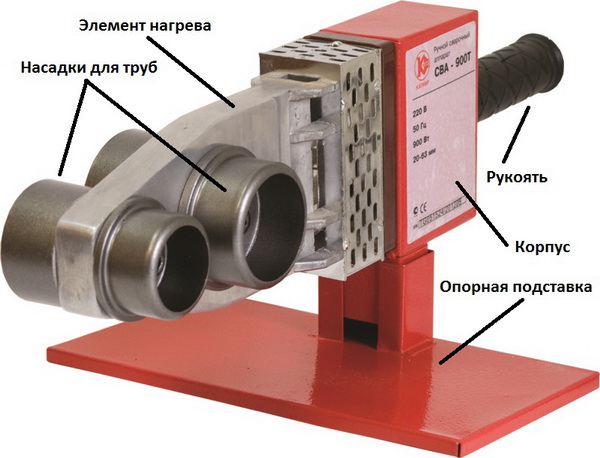
Простейший паяльник для полипропиленовых труб еще называют утюжком из-за характерной формы рабочей части. Она нагревается до 260 – 300 °С и накаляет установленные с обеих сторон насадки – матрицы. Одна насадка служит для плавления наружной части трубы, вторая – для нагрева внутренней части фитинга. На паяльнике удерживают одновременно оба элемента, а затем их сразу стыкуют. Они быстро застывают, образуя прочное, неразъемное соединение. Таким образом соединяют все элементы трубопровода. Используя прямые или изогнутые фитинги, выполняют заготовки для разных участков системы. Чаще всего инструмент устанавливают на подставку, и пайку осуществляют на рабочем столе. Так удобнее работать с заготовками. Однако иногда приходится монтировать трубы в труднодоступных местах, куда нет возможности поместить заранее собранный участок. В таком случае утюжок снимают с опорной подставки и нагревают заготовки непосредственно в месте монтажа. Чтобы не обжечься о нагревательную часть, инструмент держат за ручку. Однако из-за достаточно громоздкой конструкции так работать можно далеко не во всех положениях, а к некоторым участкам подлезть не удается вовсе. По этой причине инструмент лучше всего подходит для стационарной работы.
Паяльник с рабочей частью в виде утюжка
Есть еще одна разновидность паяльника – в качестве нагревательного элемента используется цилиндр. На него надеваются насадки с матрицами. Главной особенностью такой рабочей части является возможность закрепить матрицы в любом положении – в середине или на конце цилиндра. Таким образом, инструмент подстраивают под работу с самыми сложными участками трубопровода – прилегающими близко к стене, извилистыми, с затрудненным доступом из-за препятствий и т.д. Конструкция паяльника довольно компактна, инструмент легко подлезает практически в любое место. Как правило, у таких моделей довольно длинный сетевой шнур – до 2 м, чтобы можно было свободно передвигаться по рабочей зоне. Если требуется стационарное использование, у многих моделей предусмотрена установка на откидную скобу.
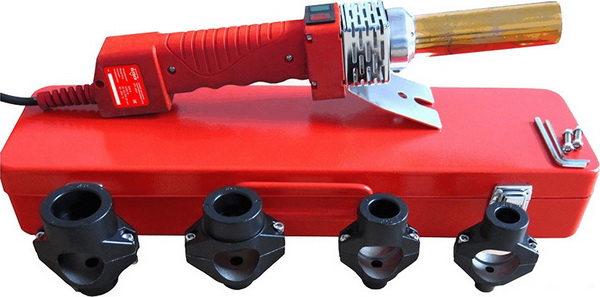
Паяльник с рабочей частью в виде цилиндра
Стоит отметить, что правильно выполненная пайка гарантирует надежность и герметичность стыка. Срок службы трубопровода может достигать 100 лет. Подробно о том, как добиться отличного результата и избежать ошибок при самостоятельном монтаже водопровода, вы можете прочитать в статье «Как пользоваться аппаратом для пайки пластиковых труб?». Но прежде чем разбираться в самом процессе, нужно выбрать подходящий инструмент. В этом поможет знание технических характеристик.
3. Основные параметры выбора
Итак, вы решили купить паяльник для полипропиленовых труб. Уже знаете, какого диаметра элементы будете соединять? Как часто планируете использовать инструмент? Какая температура нагрева потребуется? Чтобы у вас не осталось вопросов, предлагаем обратиться к самым важным характеристикам.

Паяльник с насадками большого диаметра
При выборе инструмента обратите внимание на элементы управления и контроля. Полезной будет световая индикация, показывающая питание от сети и нагрев. Встроенный термостат поддерживает нагрев на протяжении рабочего цикла, включая и отключая ТЭН в зависимости от температуры рабочей части. Некоторые профессиональные модели оснащены дисплеем для точной установки и контроля температуры. Это дает большое преимущество перед обычными паяльниками, у которых достижение рабочей температуры узнается пользователем интуитивно. Не будет лишним защитное отключение, которое срабатывает при угрозе перегрева. Обычные модели требуется периодически отключать самостоятельно, что не всегда удобно при продолжительных работах, когда мастер отвлекается на резку труб, разметку, монтаж и другие задачи.
4. Популярные производители
Когда вы определитесь с удобной для вас конструкцией аппарата и его техническими характеристиками, встанет вопрос о марке инструмента. Что предлагает рынок? Каким производителям доверяют покупатели? Есть ли смысл переплачивать за бренд? Вот несколько производителей, инструменты которых пользуются большой популярностью.
Rothenberger – один из европейских лидеров в сфере специализированного оборудования для производства и строительства. Работает с 1949 года. Предлагает огромный ассортимент инструмента для проведения сантехнических работ. Паяльники для пластиковых труб Rothenberger ценят профессионалы: частные мастера, работники коммунальных служб и управляющих компаний многоквартирных домов. В ассортименте представлены узкоспециализированные модели, которые рассчитаны на ежедневное использование. Цена на них может составлять несколько десятков тысяч рублей.
Gerat – профессиональный инструмент для слесарных и сантехнических работ. Бренд представлен на рынке с 2009 года и уже успел завоевать доверие пользователей. Оборудованию этой марки доверяют как профессионалы, так и частные лица. Доступная стоимость и универсальность моделей дают возможность использовать их практически в любой сфере.
Valfex – специализируется на выпуске пластиковых труб, фитингов и прочих комплектующих для создания водопроводов. Логично, что производитель предлагает также инструмент, с помощью которого осуществляются монтажные работы. В ассортименте есть модели с набором необходимой оснастки и вспомогательных приспособлений, укомплектованные в кейс. Отличное приобретение для сантехника.
5. Видео по теме
6. Какой паяльник подойдет вам?
Подводя итог, дадим простой совет. Не гонитесь за дорогими моделями со множеством насадок, если этого не требует специфика работ. Если вам предстоит собрать трубопровод в квартире, может быть, еще один раз в деревне или на даче, то для этого подойдет самая простая и доступная по цене модель. А затем вы сможете одолжить ее соседу или без сожаления продать. Большие вложения нужны лишь, если пайка труб является вашей основной задачей в профессиональной сфере. Бывают и такие ситуации, когда, например, частной ремонтной бригаде приходится осуществлять сантехнические работы вместе с отделкой квартиры под ключ. Для каждого случая найдется свой инструмент. Примеры моделей вы найдете в таблице. Выбрав подходящую, перейдите в карточку товара. Изучите отзывы и характеристики – это поможет сделать верный выбор.
Популярные паяльники для пластиковых труб
Виды и особенности сварки полипропиленовых труб, советы по работе
 Многие задаются вопросом, как сваривать полипропиленовые трубы и какие ошибки при сварке полипропиленовых труб можно допустить? Ответы на эти вопросы изложены в настоящей статье. Для установки и ремонта водопроводных и отопительных систем используются не только металлические элементы, но и детали из различного вида пластмасс: полипропилена, пропилена или полиэтилена. В настоящее время эти материалы пользуются популярностью: их монтаж можно с лёгкостью осуществить своими руками, не прибегая к услугам специалистов. Сварка полипропиленовых труб (сварка ппр) обладает рядом преимуществ:
Многие задаются вопросом, как сваривать полипропиленовые трубы и какие ошибки при сварке полипропиленовых труб можно допустить? Ответы на эти вопросы изложены в настоящей статье. Для установки и ремонта водопроводных и отопительных систем используются не только металлические элементы, но и детали из различного вида пластмасс: полипропилена, пропилена или полиэтилена. В настоящее время эти материалы пользуются популярностью: их монтаж можно с лёгкостью осуществить своими руками, не прибегая к услугам специалистов. Сварка полипропиленовых труб (сварка ппр) обладает рядом преимуществ:

Сварка труб из полипропилена: этапы работы
Сварка труб пп: выбор инструментов
Многие задаются вопросом, как правильно сваривать полипропиленовые трубы в домашних условиях, что для этого нужно делать? Прежде чем начать работу, необходимо определиться с выбором сварочного аппарата. Его необходимо выбирать в зависимости от вида пайки, который предстоит осуществить. Аппарат для пайки можно как купить, так и взять в аренду, либо одолжить у знакомых.

Аппарат для пайки пп труб может быть нескольких видов: ручным, полуавтоматическим или автоматическим. Последний вид будет самым дорогим по стоимости. При работе с конкретным агрегатом следует придерживаться правил, изложенных в настоящей статье, а также инструкцией к нему.
Помимо паяльного аппарата вам понадобятся:
Муфты и трубы желательно выбирать одного производителя. Если выбирать разные, существует риск того, что детали не подойдут друг другу по размеру или по составу материала.
ПП трубы подразделяются на виды в зависимости от цели и технологии использования:
Также они подразделяются на разновидности в зависимости от маркировки.

Сварка полипропилена и полиэтилена: отличия
Отличия пропиленовых труб в зависимости от цвета
Подготовка к работе
Непосредственно перед пайкой детали должны быть очищены и обезжирены с помощью специальных спиртовых растворов. На них не должно быть посторонних предметов, пыли, грязи и заусенец. Для работы нужно подготовить не только сами детали, но и само место работ: оно не должно быть грязным, пыльным, рекомендуется отсутствие посторонних людей и предметов.

Ориентировочная температура для работы с паяльником – около 260-270 градусов. Все детали нужно подготовить заранее, до нагрева оборудования до нужной температуры. Процесс соединения занимает несколько секунд. Нужно сделать за тем, чтобы детали были расположены ровно, тогда и шов получится качественным и герметичным. Точное время соединения может отличаться в зависимости от толщины детали и исправности сварочного оборудования. Следует иметь ввиду, что, если паяльник греет не очень сильно, время нагрева нужно увеличить. Не стоит приступать к работе при слабо нагретом оборудовании. Соединение может получится не герметичным. Элементы, которые планируется соединить друг с другом, должны быть нагреты одновременно.
Перегрев элементов характеризуется тем, что материал становится очень мягкий и при контакте друг с другом может деформироваться.
 Результат перегрева полипропиленовых труб
Результат перегрева полипропиленовых труб
Таблица ниже содержит примерные показатели температуры при пайке, в зависимости от толщины детали, время сварки и остывания.
| Объем труб (см.) | Время нагрева (сек.) | Время сварки (сек.) | Время охлаждения после сварки (минуты) |
| 1,6 – 1,3 | 5 | 4 | 3 |
| 2 – 1,4 | 5 | 4 | 3 |
| 2,5 – 1,6 | 7 | 4 | 3 |
| 3,2 – 1,8 | 8 | 4 | 4 |
| 4 – 2 | 12 | 6 | 4. |
| 5 – 2,3 | 18 | 6 | 5 |
| 6,3 – 2,6 | 24 | 6 | 6 |
| 7,5 – 2,8 | 30 | 8 | 8 |
| 9 – 3 | 40 | 8 | 8 |
| 11 – 3,3 | 50 | 10 | 10 |
| 16 – 3,5 | 80 | 15 | 15 |
Сварка пп труб
Когда пластик расплавится, детали нужно снять с насадок паяльника и аккуратно соединить. Делать это нужно быстро. Запрещается сильно надавливать и крутить их. Держать элементы нужно ровно. Если по каким-то причинам шов получился некачественным, разъединить его уже невозможно. Можно только с помощью ножниц вырезать этот шов и спаять кромки заново.
Виды пайки пластиковых труб
Существует три разновидности соединения пластиковых деталей:
Стыковый метод – это результат соединения расплавленных кромок. Детали фиксируются друг с другом с помощью специального сварочного аппарата для стыковой сварки.
 Аппарат для стыковой сварки
Аппарат для стыковой сварки
Муфтовым называется метод пайки с использованием муфт. Муфта – это специальное устройство, предназначенное для соединения деталей друг с другом. Муфтовый метод осуществляется также с применением специального сварочного оборудования.
Электромуфтовый метод соединения осуществляется с использованием специальных электрических муфт. Оборудование нагревает электромуфты, а точнее, спираль внутри ее. Обычно, пайка ппр труб этим методом используется, когда необходимо соединить изделия большого диаметра и/или в местах с возможностью появления сейсмической активности.
 Аппарат для электромуфтовой сварки
Аппарат для электромуфтовой сварки
Для каждого вышеизложенного вида соединения в продаже существуют определенные виды сварочного оборудования. Существует общие правила пользования таким сварочным оборудованием, а также инструкция по сварке полипропиленовых труб конкретной моделью.
Стыковый сварочный аппарат, в свою очередь, подразделяется на ручной, полуавтоматический и автоматический. Ручное оборудование используется при соединении элементов, работающих под средним и низким давлением. Их управление полностью зависит от человека, его функции не автоматизированы, отсутствует возможность фиксации (протоколирования) данных. Полуавтоматическое оборудование автоматизировано, но не полностью. Обычно, речь идет о возможности протоколирования данных температуры. Автоматическое оборудование не требует контроля и управления со стороны человека. Нужно лишь задать необходимые параметры, а аппарат уже самостоятельно выберет необходимый режим сварки. Последний вид сварочного оборудования является самым дорогим, однако и самым эффективным. Он исключает возможность возникновения ошибок или брака.
 Автоматический сварочный аппарат с функцией протоколирования
Автоматический сварочный аппарат с функцией протоколирования
Вышеуказанные три вида соединения не применяются для соединения толстостенных пластиковых деталей (различных резервуаров, бочек, детских горок). Для их соединения используется сварочный экструдер. Это специальный аппарат, который обеспечивает соединение пластиковых элементов при помощи выдавливания уже расплавленного присадочного материала в область сварки. Для этого вида пайки достаточно проложить всего один шов. Окончания деталей при этом также нагреваются с помощью теплого воздуха. В качестве присадочного материала (прутка) используются специальные гранулы, которые по составу идентичны материалу свариваемых поверхностей. Ручной экструдер может быть шнековый и безшнековый. Обычно этим аппаратом соединяют листы полипропилена, канавки и пропиленовые углы.

Таким образом, сваривать пластиковые трубы можно и своими руками в домашних условиях. Для этого важно определиться с видом пайки, который вы будете использовать для соединения: стыковый, муфтовый или электромуфтовый. Также необходимо выбрать подходящее сварочное оборудование, муфты и фитинги. Кроме того, нужно соблюдать основные правила сварки полипропиленовых труб, руководствоваться таблицей с рекомендуемыми показателями температуры пайки, которые изложены в настоящей статье. Ознакомившись с ними, а также посмотрев видео ниже, вы будете знать, как правильно сваривать полипропиленовые трубы.
Как сварить (спаять) полипропиленовые трубы
Все чаше металлические трубы заменяют на пластиковые, в частности — из полипропилена. Они имеют длительный срок эксплуатации (до 50 лет), не ржавеют, не гниют, весят немного, да еще и собрать все можно своими руками, не привлекая специалистов. Сварка полипропиленовых труб требует некоторого навыка, но он приходит быстро. Предварительно можно попрактиковаться на небольших обрезках и недорогих фитингах, а затем приниматься за создание более серьезных вещей.
 Сделать, кстати, можно не только водопровод или отопление, но и очень много нужных и полезных вещей
Сделать, кстати, можно не только водопровод или отопление, но и очень много нужных и полезных вещей
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
 Цвета на характеристики не влияют
Цвета на характеристики не влияют
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм. Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной.
Что такое сварка полипропиленовых труб
Полипропилен отличается повышенной жесткостью, и, для создания систем требуемой конфигурации, используются фитинги из того же материала. Это различные уголки, тройники, обходы, переходники, муфты и т.п. С трубами они соединяются при помощи пайки. Этот процесс называют еще сваркой, но суть его не меняется: два элемента разогреваются до температуры плавления и, в горячем состоянии, соединяются друг с другом. При правильном выполнении, соединение получается монолитным и служит ничуть не меньше, чем сами трубы.
 Фитинги для полипропиленовых труб позволяют создать систему любой конфигурации
Фитинги для полипропиленовых труб позволяют создать систему любой конфигурации
Для соединения полипропилена с металлами есть комбинированные фитинги, в которых одна часть сделана из металла и соединяется при помощи резьбового соединения, а вторая — полипропиленовая — сваривается.
Чем паять
Сварка полипропиленовых труб происходит при помощи специального устройства, которое называют паяльником или сварочным аппаратом. Это небольшая металлическая платформа, внутри которой находится электрическая спираль, разогревающая поверхность. Из-за такой конструкции этот агрегат еще называют утюгом.
 Две конструкции устройства для сварки ПП труб
Две конструкции устройства для сварки ПП труб
Для соединения двух элементов, сращиваемые поверхности нагревают до температуры плавления (+260°). Чтобы разогреть элемент на нужную глубину, на сварочную платформу устанавливаются две разные металлические насадки с тефлоновым покрытием:
 Насадки для пайки полипропиленовых труб
Насадки для пайки полипропиленовых труб
Два соединяемых элемента одновременно надеваются на соответствующие насадки, выдерживаются определенный промежуток времени (несколько секунд), затем соединяются. Так происходит сварка полипропиленовых труб.
Как сваривать
Конструкции паяльников для полипропиленовых труб немного отличаются, но принципы работы с ними общие. Есть две основные модели — с плоской платформой или цилиндрическим нагревателем. При нормальном качестве, работают и те и другие, разницы практически нет. Кому что удобнее, то и выбирают.
 Так выглядит хорошо сделанное соединение в разрезе — как единое целое
Так выглядит хорошо сделанное соединение в разрезе — как единое целое
Подготовительные работы
Перед началом работы надо разогреть паяльник, но тут не все так просто. Порядок его подготовки таков:
Паяльник к работе готов. Но надо еще подготовить трубы и фитинги. Первое условие качественной сварки — ровный срез. Разрез должен быть строго вертикальным, без заусенец и сдиров. Такой срез можно получить используя специальные ножницы. Они имеют снизу две широкие губки, фиксирующие трубу на месте, а режущая часть находится сверху.
 Если резать так, срез будет ровным и гладким
Если резать так, срез будет ровным и гладким
Второе условие хорошей пайки ПП труб — чистые, сухие, обезжиренные детали. Если хотите, чтобы водопровод или отопление служили долго и не текли, эту процедуру пропускать не стоит. Срез трубы и фитинг очищают при помощи спирта или воды с моющим для посуды. Затем дожидаются, пока все высохнет, и только после этого начинают процесс пайки.
Как долго греть
При сварке полипропилен необходимо нагреть строго до требующейся температуры. Перегрев и недогрев значительно снижают качество шва. Слишком перегретая и размягченная труба просто не вставится в фитинг, а недостаточно разогретый материал не сплавится.
Время нагрева зависит от диаметра труб, температуры воздуха и указано в таблице.
| Диаметр полипропиленовой трубы | Глубина сварки | Время нагрева | Время сварки | Время охлаждения |
|---|---|---|---|---|
| 16 | 12-14 мм | 5 с | 6 с | 2 мин |
| 20 | 14-17 мм | 6 с | 6 с | 2 мин |
| 25 | 15-19 мм | 7 с | 10 с | 2 мин |
| 32 | 16-22 мм | 8 с | 10 с | 4 мин |
| 40 | 18-24 мм | 12 с | 20 с | 4 мин |
| 50 | 20-27 мм | 18 с | 20 с | 4 мин |
| 63 | 24-30 мм | 24 с | 30 с | 6 мин |
| 75 | 26-32 мм | 30 с | 30 с | 6 мин |
Вообще паять можно при +5°C, но данные приведены для +20°C. При более жаркой погоде время выдержки элементов на паяльнике сокращают на 30-60 секунд, при более холодной — увеличивают.
Обратите внимание, на колонку «глубина» сварки в таблице. Эта отметка ставится на трубе. До нее надо будет вдавить ее в фитинг. При этом перед кромкой фитинга образуется небольшой валик расплавленного пластика. Это и будет означать, что шов сделан верно.
 Ошибки, которые могут быть при сварке полипропиленовых труб
Ошибки, которые могут быть при сварке полипропиленовых труб
Еще одна колонка требует пояснения — «время сварки». Это время, на которое надо сдавить и зафиксировать свариваемые элементы.
Вообще, если попробовать вставить холодную трубу в фитинг, она должна заходить с большим трудом — наружный диаметр трубы слегка больше внутреннего диаметра фитинга. Это сделано намеренно, для обеспечения некоторого излишка материала, из которого и образуется валик на шве. Чтобы сварка полипропиленовых труб была надежной, лучше все комплектующие брать одной фирмы. Так гарантировано размеры будут совпадать. В противном случае, надо примерять — чтобы фитинг не «проскакивал», а натягивался с трудом.
Технология
Как уже говорили, при сварке полипропиленовых труб, их и фитинги надо очистить, обезжирить и высушить. И только после этого можно начинать паять.
Такая подготовка подходит для всех типов труб, кроме армированных фольгой. В этом случае после того, как отрезали нужный кусок, срез зачищают до фольги специальным устройством — шейвером. В него вставляется труба и несколько раз проворачивается. При этом снимается верхний слой пластика, после чего можно обезжиривать и паять.
 У армированных фольгой труб срезается полипропилен до фольги
У армированных фольгой труб срезается полипропилен до фольги
После того, как поверхность высохнет, на трубе рисуют метку, отмечая расстояние на которое надо вдавить ее в фитинг (проще всего тонким маркером или остро отточенным простым карандаошом).
 Отмечаем глубину сварки
Отмечаем глубину сварки
Пайка полипропилена пошагово
Далее технология сварки пп труб такая:
Работать, кстати, лучше в нитяных перчатках — меньше ожогов будет.
Перед вводом системы в эксплуатацию, ее надо проверить. Делают это при помощи опрессовки. Что это такое, и как ее делать, читайте тут.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
 Формула расчета диаметра полипропиленовых
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
 Пример разводки полипропиленовых труб в ванной
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
 Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
 Крепление полипропиленовых труб к стенам
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
 Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте
Как перейти с железной трубы на полипропилен.